在实际的植筋加固工程中,植筋后焊接是非常普遍的现象,其实在GB50367-2013《混凝土结构加固设计规范》中,已经对植筋的焊接做出了明确规定:
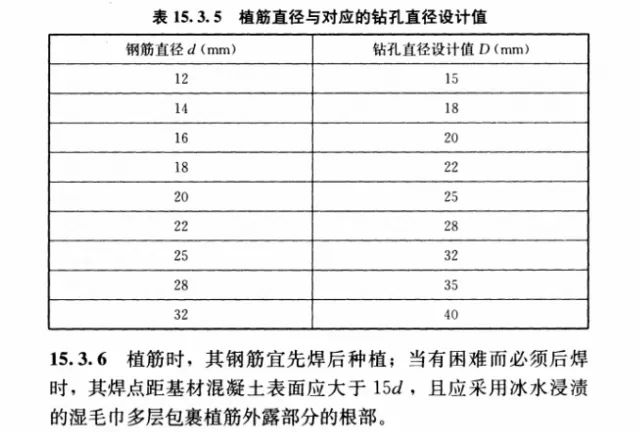
从国标规范可以看出,原则上是不推荐植筋后进行高温焊接,那么,高温焊接后,会对植筋产生什么影响呢?
焊接产生的高温,会产生植筋滑移,从而导致强度损失。根据大量的试验可以证明,植筋滑移量与以下几个因素有关:
1、锚固深度:锚固深度增加可以减少最终的植筋滑移量;
2、焊接位置:焊接位置距离胶体位置越近,植筋滑移量就大;
3、钢筋直径:钢筋直径越大,植筋在高温焊接下植筋滑移量越小。

焊接后对植筋的效果有多大影响呢?有专业机构做了一组对比实验:
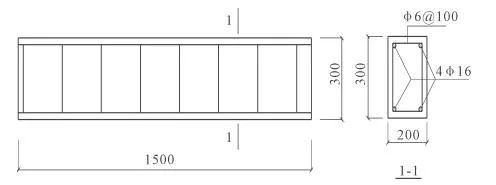
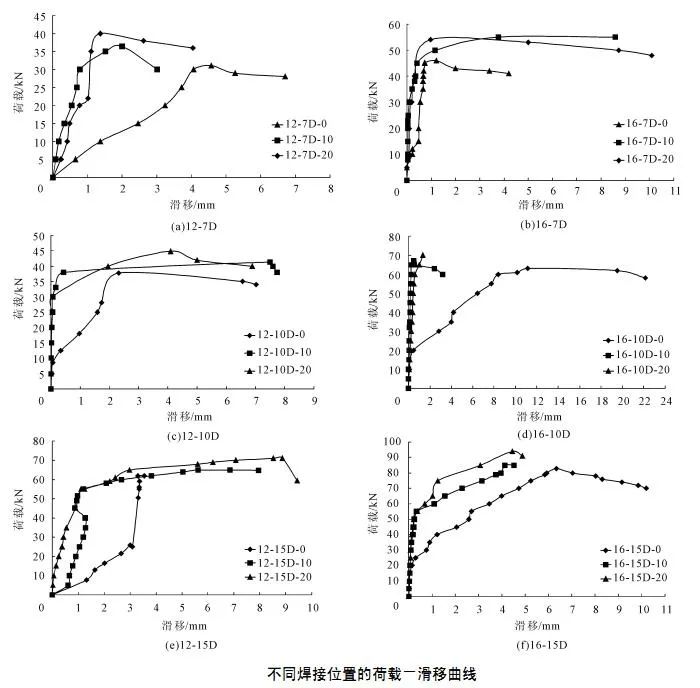
将植筋受到焊接温度影响的拉拔试验在钢筋混凝土梁上进行。试验梁尺寸和配筋共3根,混凝土设计强度 C30,实测平均抗压强度为38.5N/㎜²。植入钢筋Φ12和Φ16两种孔径分别为18㎜和22㎜。钢筋材料试验结果:Φ12 钢 筋 屈 服 强 度 401N/㎜²,极限强度574.7N/㎜²延伸率24.4%;Φ16钢筋屈服强度385N/㎜²极限强度548.7/㎜²延伸率22.3%。拉拔试验的设计参数包括锚固长度(7D、10D 和15D 三种)和焊接位置(焊接点到混凝土表面胶层的距离有0㎜、100㎜、200㎜三种)。
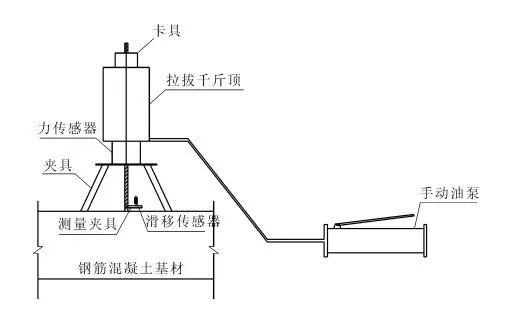
实验采用油压千斤顶对植入的钢筋施加拉拔力使用ZDY—300kN 筒式传感器和 JCQ—301静力荷载测试仪测量拉拔力的大小。试验中钢筋采取分级加载,加载等级10kN每级加载的同时由YHD30百分表测得此时钢筋相对滑移量数据由 TDS303数据采集仪自动采集直到破坏。
加载初期,钢筋所受到的拉力和钢筋根部的位移呈线性关系,此时结构胶处于弹性范围内。当荷载继续加大,钢筋周围的混凝土出现不同程度的竖向和斜向裂缝,开裂形式与钢筋直径和锚固深度有关。
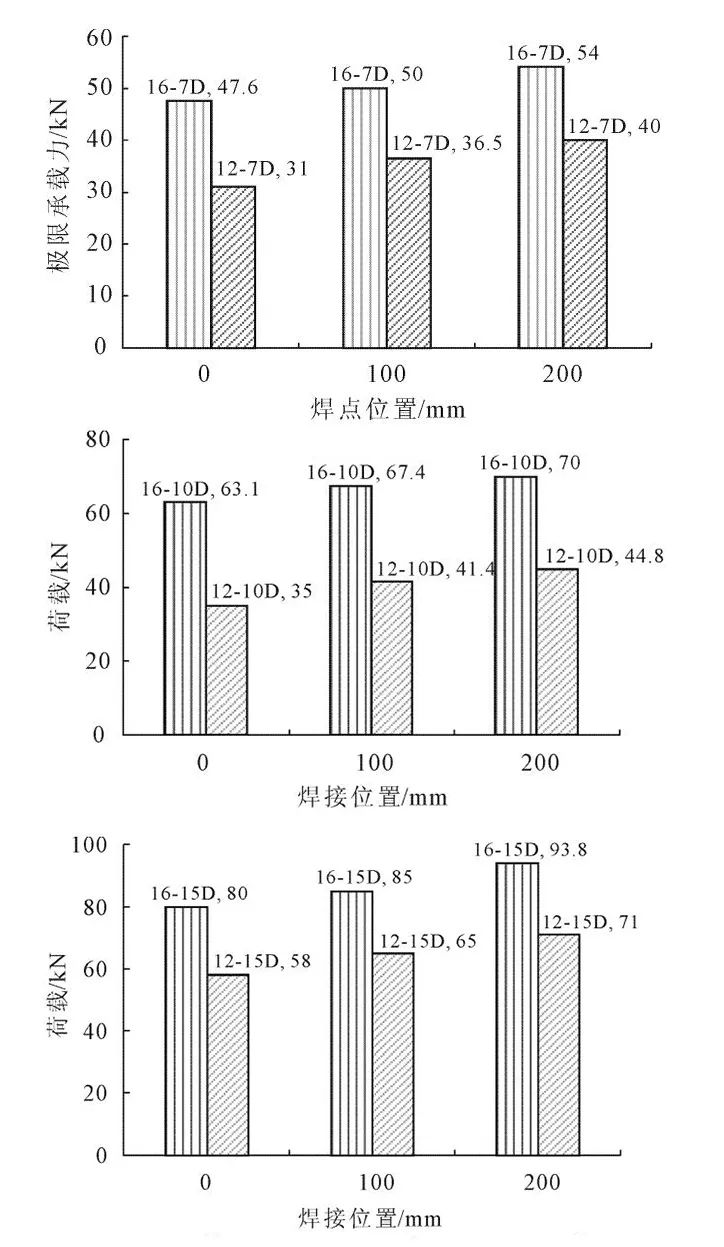
随着锚固长度的增加,植筋极限承载力有所提高。锚固深度的增加有利于植筋极限承载力的提高。另外,焊接位置的确定对极限承载力起到决定性的作用,焊接位置距离结构胶层表面越近,焊接温度对结构胶的影响就越明显,极限承载力就越低。
从试验中测得同种钢筋,相同锚固长度,不同焊接位置的 P-s曲线。分析 P-s曲线可得到以下结论:在混凝土开裂前,曲线为线性关系,钢筋的滑移量很小,表现出较大刚度,此时,直线斜率大小和焊接位置的距离成反比,钢筋焊接位置对拉拔力大小有明显影响。在混凝土开裂时,大部分构件的P-s曲线出现转折,曲线斜率变小。混凝土开裂后,植筋屈服前,曲线仍近似为线性,但是曲线斜率和开裂前比较相差明显。植筋屈服达到极限荷载,或者结构胶层发生破坏,达到极限承载力,曲线斜率急剧变小,滑移急剧增加,滑移量在一定范围内保持稳定或者上升的趋势,具有较好的残余粘结力。当焊接位置距离胶层0㎜时,胶层受到温度影响比较明显,滑移量比较大,极限承载力有很大的降低;当焊接位置为100㎜和200㎜ 时,植筋的承载力和滑移量相差不大,拉拔力-滑移量曲线比较接近。
植筋滑移量的大小是植筋锚固性能的一个重要指标。保证小的滑移量是锚固良好的基本条件,也是判断植筋破坏的标志。锚固深度的影响:锚固深度的增加在相同焊接位置时可以减少最终的滑移量;在焊接温度的作用下,尤其是近距离焊接,锚固深度的增加不能减少初始滑移量;由于钢筋的导热性能,焊接温度对植筋胶层上层部分的性能有明显的削弱作用,这在锚固深度比较大的植筋构件中更为明显。不同焊接位置对P-s曲线的影响:焊接位置距离结构胶层越近,P-s曲线的初始斜率越小,即粘结刚度越小,极限荷载越小,滑移量越大;由于焊接的温度作用,在结构胶层上部产生的影响,增加锚固长度减弱焊接温度对植筋性能的影响;焊接位置到结构胶层表面距离小于100mm,锚固长度的增加对滑移量的增加没有明显作用。钢筋直径的影响:钢筋直径越大,在受到相同焊接温度影响时,滑移量减小,极限荷载的减少速度增加;随着钢筋直径的增加,P-s曲线的初始斜率变大,即为初始粘结刚度随着钢筋直径的增加而变大。(l)通过拉拔试验,对两种钢筋(∅12和∅16)采用了三种锚固长度(7D10D和15D,D为钢筋直径),在三种不同的焊接位置(测得距离落弧点分别为0㎜100㎜和200㎜)焊接。结果表明,焊接位置距离为0㎜时,滑移量都很大,极限承载力受到极大影响。随着锚固长度的增加,植筋的滑移量逐渐减少;当焊接位置大于100㎜时,焊接温度对初始滑移有明显影响,但是对极限承载力和滑移总量影响较小。焊接位置距离为200㎜时,焊接温度对植筋的影响不明显。(2) 施工建议:锚固长度过小直接影响到极限承载力,增大植筋的滑移量,所以,植筋的锚固深度必须符合设计的要求;适当地增加锚固深度有利于植筋极限承载力的提高。但是为了防止初始滑移量的增大,在植筋中焊接位置距离植筋胶层应大干200㎜,或者采取适当的降温措施。
1、适当增加锚固深度。有实验表明,适当增加锚固深度,不仅可以提高植筋的抗拉极限承载能力,也能减小植筋的滑移量。 2、增大焊接点到植筋胶层的距离。增大焊接点到植筋胶层的距离直接减小了高温焊接对植筋的影响。 3、在无法或不宜使用以上方法的情况下,可采用通过高温焊接拉拔测试的植筋胶。








